Premier Engineering Equipment
Browse our core range of high-efficiency alloy materials designed to mitigate extreme abrasion and impact stress.


Whitepaper & Metallurgical Review
A comprehensive guide to material composition, microstructures, and operational efficiency of flux-cored hardfacing wires.
In modern industrial operations, wear caused by abrasion, impact, friction, and chemical erosion costs global industries billions of dollars annually. To maximize uptime and minimize maintenance overhead, mechanical engineers depend on wear-resistant cladding solutions. At the core of these cladding technologies lies the flux-cored welding wire. As a primary manufacturer of OEM wire flux core consumables, our research focuses on designing alloy combinations that extend the functional life cycle of machinery across mining, cement production, steelmaking, and power generation.
Information Gain Concept: Unlike solid wire consumables, flux-cored wires feature a hollow tubular structure packed with specialized metallic powder blends, slag-forming components, and deoxidizers. During open-arc or gas-shielded deposition, these core materials volatilize and transform, creating a dense, hypereutectic microstructure saturated with primary chromium carbides (M7C3).
The wear resistance of a surface overlay is not determined solely by its bulk hardness (expressed in HRC), but by the volume, morphology, and distribution of hard carbides embedded within the matrix. A standard low-alloy steel plate may display high toughness but fails rapidly under dry sand rubber wheel abrasion tests (such as ASTM G65).
By deploying flux core wires containing high concentrations of Chromium and Carbon, the resulting weld overlay precipitates primary chromium carbides (Cr7C3) with a micro-hardness reaching 1200 to 1600 HV. These needle-like carbides align perpendicular to the wear direction, acting as a barrier that deflects abrasive particulates.
| Wire Class / Parameter | Solid Wire (GMAW) | Standard Flux Core (FCAW-G) | Self-Shielded Hardfacing Wire (FCAW-S) |
|---|---|---|---|
| Shielding Agent | External Gas (Ar/CO2) Required | External Gas Required | Internal Flux Core Gas-Generators |
| Deposition Efficiency | Moderate (75% - 80%) | High (80% - 85%) | Ultra-High (85% - 90%) |
| Field Usability | Poor (Wind disrupts gas shield) | Moderate | Excellent (Optimized for On-Site Work) |
| Wear Protection Profile | Structural & Mild Build-up | High Abrasive Cladding | Severe Abrasion & Low/Med Impact |
For on-site repairs, such as restoring mill rolls or hopper chutes in high-altitude mining yards, providing external shielding gas cylinders is logistically challenging. Self-shielded flux-cored wire bypasses this requirement. The core powder contains nitrogen-binding elements (like Titanium, Aluminum, and Zirconium) that react with atmospheric nitrogen and oxygen, locking them into the slag layer rather than letting them form gas porosity within the weld puddle. This chemical process guarantees consistent, sound weld deposits under challenging outdoor conditions.
Core Industrial Portfolio
Explore our primary machinery components, custom fabrication, and specialized rebuilding solutions.
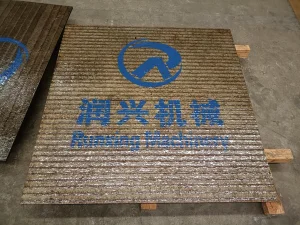
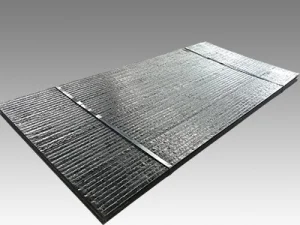
Composite material wearplates made of a structural steel backing & a hard weld surfacing. RX®wp 7600 is a composite material made of a structural steel backing and a hard weld surfacing, corresponding to DIN 8555, ideal for heavy scraping friction environments.
Self-shielded flux cored wire. High chromium alloy formulated to resist high stress grinding abrasion with low to moderate impact. Extends the service life of heavy machinery components by multiple cycles.
Plasma Transferred Arc (PTTA) flux materials. Custom-engineered formulations providing metallurgical integrity and minimal dilution, engineered for precision cladding on critical wear-prone surfaces.
RX® Surfacing equipment features advanced automation, high welding efficiency, small footprints, and simple maintenance. Designed to accommodate open-arc, submerged-arc, and gasless flux-cored wire deposition with high precision control interfaces.
Tangshan Runxing leverages over a decade of mechanical engineering expertise to manufacture custom hardfaced components, pipe bends, chutes, hopper structures, and specialized industrial accessories.
Comprehensive surfacing repair services for vertical coal mills, cement roller presses, and continuous casting rollers. Relies on low-dilution flux core deposition to restore geometry while adding superior abrasion-resistant outer layers.
Corporate Background
Founded in 2010, Tangshan Runxing Machinery Co., Ltd. is a leading enterprise focusing on the research, development, manufacture, and installation of surface hardfacing wear-resistant metal products. Our manufacturing facility is strategically situated in Tangshan, Hebei Province, the heart of China's heavy steel metallurgy corridor, providing us with direct access to premium raw materials and engineering research clusters.
Over the past 14 years, we have built a diverse portfolio including chromium carbide overlay (CCO) wear plates, customized wear liners, hardfacing pipe fittings, automatic cladding units, and roller refurbishment services. To provide seamless international logistics and trade compliance, our export transactions are managed through Hebei Yuwan International Trade Co., Ltd., allowing our technical facility to focus on product quality and manufacturing timelines.
By working with international partners, including a continuous 6-year alliance with the German VAUTID group, we combine Chinese manufacturing efficiency with Western engineering standards.

Macro Industry Solutions
From mineral extraction to thermal power generation, see how our hardfaced components withstand severe abrasion and erosion.
Limestone crushing and raw meal grinding systems face continuous contact with hard silica grains. Our CCO wear plates and flux-cored resurfacing wires protect chutes, cyclones, and press rollers, reducing unplanned shutdowns.
Excavator buckets, dragline components, and rock chutes deal with high-impact gouging and extreme friction. We offer specialized bimetallic plates and gasless flux wires that can be welded on-site to minimize downtime.
Working conditions in blast furnace charging systems involve abrasive sinter material at high temperatures. Our metallurgical solutions use high-temperature chromium-niobium alloys to handle thermal cycling up to 650°C.
Pulverized coal conduits, fan blades, and burner nozzles undergo constant particle impingement. Our lightweight, thin-overlay composite liners provide wear protection while minimizing weight on rotating structures.
Transfer hoppers, grab buckets, and pipeline connections handle high volumes of abrasive minerals. Our heavy weld-surfaced pipes prevent pipe wall wear under wet, slurried conditions.
For operations facing high abrasion but low impact, we supply wear-resistant alumina ceramic elements made of sintered, high-purity alumina powder to protect critical conveying areas.
We work directly with plant engineers to design and supply custom-sized segments, ensuring wear plates fit into existing structural frames with minimal alignment issues.
Applying preventative surfacing layer overlays to new industrial components before field deployment helps reduce wear and extends initial service lifetimes.
Sourcing hardfacing flux core wires and bimetallic CCO plates from China offers several operational and economic benefits. The Hebei region, specifically Tangshan, is a major steel manufacturing center. This proximity allows for direct vertical integration of raw materials, reducing transit costs for high-purity structural steel backings and carbon-alloy feedstocks.
Additionally, the area hosts a cluster of metallurgical research laboratories, including partnerships with institutions like Tangshan University. By combining academic alloy formulation research with industrial production, local manufacturers can scale production quickly. Highly automated powder-core filling machinery and modern draw benches ensure consistent fill ratios, wire geometry, and chemical properties across high-volume production runs.
The hardfacing sector is shifting toward robotic and semi-automatic deposition systems. Traditional manual arc welding (SMAW) is increasingly replaced by automated flux-cored open-arc (FCAW-S) and submerged-arc (SAW) systems. This transition is driven by the need for higher deposition rates, reduced labor costs, and consistent weld profiles.
At the same time, alloy research is focusing on complex carbide formulations. While standard chromium iron alloys remain popular, newer materials use complex additions of Niobium, Boron, Titanium, and Tungsten. These elements form multi-component carbides that maintain structural integrity at higher operational temperatures and resist fine-particle erosion more effectively than basic binary alloys.
Sustainability Focus: Repairing and resurfacing worn industrial components using flux-cored wire reduces raw material consumption compared to replacing complete assemblies. Hardfacing offers a practical method to lower carbon footprints across heavy industries by extending component lifespans.
For international procurement teams, managing import logistics and export clearances requires reliable supply chain partners. Tangshan Runxing handles export logistics through Hebei Yuwan International Trade Co., Ltd. This partnership allows our production team to focus on manufacturing quality, while Hebei Yuwan manages customs, shipping documentation, and global payments. This division of labor helps ensure delivery times and quality standards are met for projects in Central Asia, Europe, and South America.
Global Presence & Collaborations
A look at our trade show participation, academic research partnerships, and industrial certifications.
Tangshan Runxing launched its dedicated web portal to streamline product information and technical inquiries for international procurement officers.

Presented our self-shielded wire and CCO plate range at the Johannesburg exhibition, focusing on wear solutions for mining operations in the region.

Hosting research visits from Tangshan University to develop new alloy compositions and improve welding automation techniques.

Maintaining a 6-year alliance using VAUTID alloys in specialized wear products to meet international quality specifications.

Participated in EXPOMIN to discuss bimetallic liner plates and hardfacing solutions with South American mining operators.
FAQ
Detailed technical answers to common queries regarding flux-cored wires and bimetallic wear solutions.
Open-arc (self-shielded) flux-cored wires contain gas-forming materials within their core, which create a localized protective shield when heated by the arc. This design allows for outdoor welding without shielding gas cylinders. Gas-shielded wires require an external gas supply (typically CO2 or Argon/CO2 blends) to protect the weld pool, offering cleaner deposits with less slag, which is well-suited for controlled workshop settings.
The cross-check cracking pattern visible on CCO plates is a natural result of the manufacturing process. The hard surfacing layer and the tough backing steel have different thermal expansion coefficients. As the weld cladding cools, these fine cracks form to relieve residual stress. These cracks are confined to the overlay layer and do not extend into the backing plate, so they do not affect structural integrity.
Yes. CCO plates can be cold-formed or rolled depending on the thickness of the backing plate and the overlay deposit. Usually, they are rolled with the overlay on the inner diameter (concave) or outer diameter (convex) to match the curvature of chutes, pipes, and conveyor systems. The check cracks will widen slightly during outer-diameter rolling, which is normal.
Tangshan Runxing focuses on production, R&D, and quality control. All international trade transactions, including export licensing, customs documentation, shipping arrangements, and payment handling, are managed by Hebei Yuwan International Trade Co., Ltd., which acts as our authorized export partner.
We use ASTM G65 dry sand rubber wheel abrasion testing to measure mass loss under slide-wear conditions. In addition, we run Rockwell hardness testing (HRC) on the weld overlay, microhardness tests (HV) to check carbide distribution, and metallographic microscopy to verify the concentration of Cr7C3 primary carbides in the deposit.
OEM Global Procurement
Browse our full product line. All custom formulations are available for OEM ordering through our trading portal.
Visual Gallery
Overview of our manufacturing infrastructure, welding equipment, and logistics preparation.









