



In modern industrial operations, the financial impact of mechanical wear represents a critical variable affecting operational efficiency, uptime, and capital expenditure. Dynamic components operating within severe impact, extreme abrasion, and high thermal environments require continuous surface preservation. OEM Hard Facing Mig Welding Wire serves as the frontline defense against mechanical degradation. By selectively depositing high-alloy matrices on carbon steel basemetals, operators can achieve wear characteristics matching or exceeding premium structural alloys at a fraction of the cost.
Strategic Insight: The application of Chromium Carbide Overlays (CCO) and targeted flux-cored hardfacing deposits can extend the service life of industrial chutes, grinding rolls, and pulverizers by 300% to 800% compared to standard carbon steels.
The performance of any hardfacing deposit depends directly on its microstructural constituents. Hardfacing alloys are not classified simply by bulk hardness (HRC); instead, their performance is dictated by the distribution, volume fraction, and morphology of hard primary carbides within a supporting metal matrix. In typical high-chromium alloys, the solidification path results in primary M7C3 carbides embedded in a tough eutectic matrix of austenite and carbide. These carbides exhibit hardness ratings up to 1500 HV, effectively resisting low-stress scratching abrasion and high-stress grinding abrasion alike.
| Alloy Family | Typical Chemistry (wt%) | Microstructure Type | Primary Wear Mechanism Targets | Hardness Range (HRC) |
|---|---|---|---|---|
| Chromium Carbide Iron (Fe-Cr-C) | Cr: 20-35%, C: 3.5-5.5% | Primary M7C3 Carbides + Austenite Eutectic | Severe sliding abrasion, low-to-medium impact | 58 - 65 HRC |
| Complex Carbides (Nb, W, V modified) | Cr: 15-25%, Nb/Mo/V: 2-8%, C: 4-6% | Refined Carbides & Borides in Martensitic Matrix | Combined high abrasion, high thermal stress & moderate impact | 60 - 68 HRC |
| Martensitic Tool Steels | Cr: 5-12%, Mo: 1-3%, C: 0.3-0.6% | Tempered Martensite | Metal-to-metal sliding, high compressive loads, high impact | 45 - 55 HRC |
| Austenitic Manganese (Hadfield type) | Mn: 11-18%, Cr: 3-5%, C: 0.7-1.2% | Metastable Austenite (Work-hardening) | Extreme impact, severe gouging, zero-to-low pre-abrasion | 20 HRC (up to 50 HRC work-hardened) |
Selecting the optimal delivery mechanism for hardfacing alloys involves balancing in-situ environmental constraints against mechanical performance requirements. Open-arc, self-shielded flux-cored wires utilize built-in denitrifiers and deoxidizers within the flux core (such as aluminum and magnesium compounds). This chemistry creates a robust protective slag and gas shield, enabling reliable outdoor application even in high-wind conditions typical of mines and ports. Conversely, gas-shielded (typically CO2 or Argon/CO2 mixtures) flux-cored wires offer enhanced arc stability, minimal spatter, and cleaner deposits, making them ideal for precision robotic rebuilding in controlled factory environments.
In today's highly competitive industrial landscape, procurement teams cannot look at unit price alone. Total Cost of Ownership (TCO) calculation is the primary metric for global supply chains. When sourcing OEM hardfacing wires, global buyers must assess variables such as deposition efficiency, dilution rate of the weld pool, wire diameter uniformity, and wire feedability over long distances. High-quality manufacturing tolerances prevent wire-slippage, wire shaving, and nozzle wear, ensuring maximum uptime for automated cladding systems.
Founded in 2010 in Tangshan, Hebei Province, Tangshan Runxing Machinery Co., Ltd. is a professional manufacturer focused on the research, development, production, and on-site construction of premium hardfacing wear-resistant metal products. Leveraging advanced surface hardfacing technologies, we supply industries with high-chromium alloys designed to resist high-stress grinding abrasion and severe mechanical impact.
Our comprehensive production facility develops chromium carbide overlay (CCO) wear plates, custom-processed wear liners, wear-resistant pipes and fittings, hardfacing flux-cored welding wires, and automated surfacing machinery. By maintaining an official six-year partnership and agency status with German surfacing pioneer VAUTID, we incorporate elite materials science with Chinese cost-efficiency to deliver global industrial wear solutions.
To guarantee seamless international procurement, all export transactions are authorized and executed through our dedicated export division, Hebei Yuwan International Trade Co., Ltd. This division manages customs clearance, logistics, documentation, and international payments, allowing our engineering teams to remain 100% focused on product development, quality control, and on-time shipment schedules.
We partner with international academic institutions and industrial associations to keep our chromium carbide overlay chemistry and wire performance at the leading edge of wear technology.

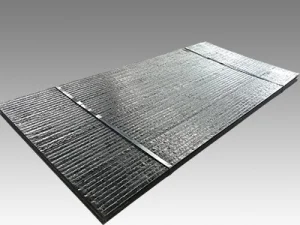
Composite wear plate made of structural steel backing and a hard weld surfacing corresponding to DIN 8555 standards. RX®wp 7600 provides extreme resistance against mineral sliding abrasion under medium impact loads.
Learn More >Self-shielded and gas-shielded flux cored wires utilizing advanced high chromium alloys. Specially formulated to resist high-stress grinding abrasion on primary chutes, bucket lips, and pulverizer components.
Learn More >Highly specialized plasma transfers arc (PTA) powder and wire applications. Engineered to produce ultra-dense cladding deposits with minimal base-metal dilution for critical valve guides, impellers, and wear rings.
Learn More >RX® Surfacing Equipment features a high degree of automation, high efficiency, and a small footprint. Equipped with a CNC swing unit, it operates up to 4 guns simultaneously for roller cladding and wear plate fabrication.
Learn More >We provide turn-key metal components from raw material processing to final wear-lining installation. Our engineers perform finite element analysis (FEA) to redesign high-stress components with custom hardfacing layouts.
Learn More >Professional rebuilding of mill pulverizer rollers and table segments. We specialize in reclaiming worn components using multi-pass buffer layers followed by high-hardness carbide top overlays to minimize downtime.
Learn More >
Equipment availability determines a plant's profitability. Our CCO plates and hardfacing wires protect vertical roller mills, raw mill cyclones, fan blades, and clinker chute liners from extreme abrasion.
See Industry Solutions >
Operators look to increase productivity and reduce maintenance cycles. We supply heavy-duty excavator bucket liners, crusher jaw plates, truck beds, and hopper lining solutions that resist severe gouging wear.
See Industry Solutions >
Working conditions involve extreme heat, heavy impact, and chemical corrosion. Our specialized complex carbide wires are engineered to survive sintering plants, blast furnace charging systems, and guide rolls.
See Industry Solutions >
Reliable pulverizer mills and exhausters are vital. Our flux-cored wires and CCO liners defend against rapid erosive and abrasive wear caused by pulverized coal fuel dust flowing at high velocities.
See Industry Solutions >
Bulk transport demands seamless hopper and chute performance. Hardfaced liner installations prevent material carryback and sticking, reducing system failures in grab buckets and stacker reclaimers.
See Industry Solutions >
We provide hybrid solutions including high-purity sintered alumina ceramics and polymer composite coatings where metallic hardfacing faces chemical corrosion or weight constraints.
See Industry Solutions >The hardfacing sector is shifting toward extreme material optimization, digitization, and reduced environmental impacts. Our R&D engineering roadmap focuses on solving the trade-off between hardness and fracture toughness. Classic high-alloy hardfacing deposits inevitably form structural relief cracks (stress-relief checks), which prevent delamination under compressive stress but can act as fault lines under severe lateral shear impact. Runxing Machinery is developing nanostructured hardfacing wires that control crystalline structures during weld cooling, reducing macro-cracking without sacrificing abrasive wear resistance.
By incorporating precise additions of Niobium (Nb), Boron (B), Titanium (Ti), and Vanadium (V), our engineering teams have developed complex carbide structures. These secondary carbides disperse uniformly within the iron-chromium matrix, refining the grain structure and reinforcing the material. They also prevent grain-boundary carbide networks from cracking under unexpected mechanical shocks.
Hand-guided hardfacing deposits typically result in variable overlay thickness, excessive dilution, and uneven cooling rates. Our automated hardfacing machines feature computerized closed-loop feedback systems. By continuously monitoring the arc voltage, wire feed rate, and torch speed, our machines maintain dilution rates below 10%, ensuring optimal carbide density in a single weld pass.
Industrial health regulations globally are focusing on reducing hexavalent chromium emissions in welding fumes. Our metallurgical research teams are developing a line of low-fume, self-shielded flux-cored wires. By utilizing special slag-forming agents and modified chemistry, these wires reduce airborne chromium emission levels during deposition while keeping the classic hardness profile of Cr-C alloys.
Tangshan Runxing Machinery Co., Ltd. officially launched its updated digital portal www.runxing-machinery.com to offer advanced technical specifications, digital procurement catalogs, and responsive service portals for heavy industries worldwide.
In September 2024, our engineers and export managers presented our high-chromium wear liners and flux-cored wire range at the International Construction and Mining Machinery Exhibition in Johannesburg, South Africa, strengthening our regional distribution partnerships.
Our factory was visited by the Dean and professors of the Metal Materials and Forming Technology team from Tangshan University to establish a collaborative lab focused on testing abrasion resistance, microstructure behavior, and hardfacing wire formulations.
Runxing Machinery has maintained its qualified agent status for VAUTID (Germany) for six consecutive years. This collaboration ensures we use top-tier alloy formulations and advanced metallurgy in all critical bimetallic products.
We presented our high-hardness CCO wear plates and self-shielded hardfacing wire solutions at EXPOMIN 2023 in Santiago, Chile. Our products met the severe wear needs of South American copper, gold, and iron ore processing operations.
We approach quality control from a materials science perspective. Because microstructural characteristics determine field performance, all hardfacing wire batches and bimetallic CCO plate production runs undergo rigorous chemical analysis and physical testing. Every batch of OEM Hard Facing Mig Welding Wire is cataloged and tested using the following quality standards:
To ensure chemistry matches specifications, we perform continuous OES testing during the wire-drawing and filling stages. This guarantees precise concentrations of Carbon, Chromium, Manganese, and secondary carbide-formers (Niobium, Vanadium, Titanium) within our flux formulations. A variation of even 0.2% carbon can shift the solidification path, altering the volume fraction of primary carbides.
We verify our wear-resistant products using the ASTM G65 standard (Procedure A), which simulates dry sand sliding abrasion under high loads. Typical low-carbon structural steels exhibit a volume loss exceeding 100 mm³. By comparison, our premier chromium carbide overlay deposits (such as the RX®wp 7600 series) keep volume loss below 15 mm³, ensuring long-term wear protection under abrasive conditions.
Bulk macro-hardness measurements (HRC) are taken across the weld surface. To verify chemical stability, we conduct Micro-Vickers hardness profiling starting at the fusion boundary. This mapping confirms minimal dilution from the carbon steel base plate and shows that optimal hardness is achieved in the first overlay pass.