High-alloy cladding materials, automatic surfacing machinery, and wear-resistant custom-fabricated parts for extreme industrial application requirements.

Specially formulated high-chromium open arc welding wires engineered for on-site rebuilding of industrial wear parts subject to severe mineral abrasion.
Analyze Product Details
Premium alloyed consumable wires suitable for gas-shielded or open-arc overlay cladding, maximizing wear lifespan under heavy impact conditions.
Analyze Product Details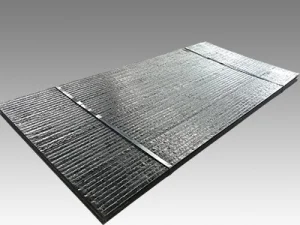
High-quality wear-resistant composite plates featuring a structural base plate metallurgically bonded with high-carbide overlay.
Analyze Product Details
Designed specifically for mining, cement, and steel plant chute liners to resist highly aggressive material flow and friction.
Analyze Product Details
Industrial-grade wear plates optimized for structural applications. Delivers extreme surface hardness of 58-62 HRC for rugged settings.
Analyze Product Details
High-performance bimetallic plate complying with DIN 8555 standards, utilizing a weldable mild steel backing plate for versatile mounting.
Analyze Product Details
Alloyed wire designed for low-impact, high-stress grinding abrasion protection, providing continuous deposition without external shielding gas.
Analyze Product Details
Four-gun simultaneous high-efficiency welding station with a 10.2-inch numeric control system, designed for custom wear plate fabrication.
Analyze Product DetailsFounded in 2010 and based in Tangshan, Hebei Province—the heart of China's metallurgy and manufacturing corridor—Tangshan Runxing Machinery Co., Ltd. has established itself as an authoritative leader in the research, development, and manufacture of high-hardness chromium carbide overlay (CCO) wear plates, bimetallic composite wear liners, wear-resistant pipe systems, and advanced automatic cladding machinery.
By implementing a strict dual-management system for production quality and structural integrity, we have formed long-term strategic alignments with industry-leading European standard holders. Crucially, Runxing has proudly served as a qualified agent and material partner for Germany's renowned VAUTID brand for six consecutive years.
To streamline global procurement pipelines, all international trade operations are fully authorized and securely executed by Hebei Yuwan International Trade Co., Ltd. This specialized logistics arm handles complex customs clearance, shipping documentation, and secure multi-currency payment collections. This separation of duties allows our factory floor to focus strictly on manufacturing, metallurgical quality control, and on-time delivery of complex OEM/ODM projects.

A comprehensive review of high-carbide overlay plates, modern weld overlay cladding techniques, and their critical role in heavy machinery maintenance.
Weldable wear steel, specifically Chromium Carbide Overlay (CCO) plates, represents a structural compromise designed to solve a fundamental industrial challenge: how to combine high surface hardness with structural tough weldability. Monolithic wear plates (such as quench-and-tempered martensitic steels) often suffer from reduced toughness when pushed to high hardness levels. CCO plates resolve this by employing a bimetallic structure: a tough carbon steel backing plate (typically Q235B, Q345B, or A36) and a highly alloyed overlay deposited via open-arc, gas metal arc, or submerged arc welding.
The metallurgical bond achieved between the backing and the cladding layer is characterized by atomic diffusion across the fusion boundary. Unlike mechanical cladding methods, this metallurgical fusion zone ensures that under extreme mechanical stress, shear forces, or thermal expansion cycles, the hardwear-resistant crust will not delaminate from the tough, shock-absorbing base plate.
Because the chromium carbide overlay contains carbon concentrations of 3.5% to 5.5% and chromium content between 25% and 35%, it is inherently brittle and crack-prone. Transverse relief cracks (hairline cracks perpendicular to the welding bead direction) naturally form to relieve residual thermal stresses. When welding the weldable backing plate to structures, preheating temperatures must be maintained between 100°C and 250°C, depending on the Carbon Equivalent (CEV) of the backing plate, to avoid hydrogen-induced cracking (HIC) in the heat-affected zone (HAZ).
At Tangshan Runxing Machinery Co., Ltd., we combine advanced hardware with optimized workflows to address the requirements of global procurement pipelines. Our manufacturing facility in Tangshan utilizes automated surface-hardening equipment designed to deliver stable alloy concentration, uniform thickness distribution, and consistent weld profiles.
By utilizing proprietary multi-wire, four-gun CNC surfacing heads, our automated setups deposit chromium carbide layers onto Q235B backing plates with minimal dilution from the substrate. This ensures that the primary wear layer maintains its high volume fraction of primary M7C3 chromium carbides (with microhardness reaching up to 1500 HV) even in the immediate vicinity of the fusion boundary.
The field of hardfacing materials is evolving rapidly. Traditional iron-chromium-carbon systems are being updated to meet increasingly demanding operating environments. Runxing's R&D efforts, in collaboration with academic institutions like Tangshan University, are focused on three main developmental vectors:
Complex Carbides (Multi-Alloy Systems): By introducing micro-alloying elements such as Niobium (Nb), Titanium (Ti), Tungsten (W), and Boron (B) into the flux core of our welding wires, we create secondary carbide structures. These secondary carbides are smaller and harder than primary chromium carbides, filling structural gaps between larger grains to enhance overall wear resistance under severe abrasion.
High-Temperature Resistance: Traditional chromium carbide alloys lose hardness at temperatures above 350°C due to carbide decomposition and matrix softening. Incorporating Refractory Metals (like Nb and W) helps maintain wear resistance at temperatures up to 650°C, which is typical in cement plant preheater systems and ironmaking blast furnace hoppers.
Self-Shielding Technology: Our newer self-shielded flux-cored wires (open arc wires) eliminate the need for external shielding gases. The flux core contains gas-generating agents that create a localized protective atmosphere directly around the arc, enabling reliable outdoor welding and on-site maintenance in windy harbor terminals and mine sites.
How Runxing’s customized CCO wear plates and surfacing components extend machine runtime and reduce operational costs across critical industrial sectors.

Raw material handling, preheaters, vertical mill body liners, and chute surfaces face continuous erosion. Our RX®wp 7600 plates ensure continuous operation for cement plants by preventing premature structural failure.
See more products >
From extraction to processing, shovel buckets, dump truck beds, and discharge chutes deal with highly abrasive materials. Our custom-fabricated CCO wear plates help extend the operational life of heavy transport equipment.
See more products >
Steel mills operate under harsh conditions involving high temperatures, abrasive iron ore, and coke. We provide wear plate assemblies for coke bunkers, blast furnace hoppers, and sintering plant components.
See more products >
Coal-fired power generation requires wear protection for coal pulverizer components, fan blades, and transport chutes. Our hardfacing treatments protect flue gas dust collection and fuel feeding systems.
See more products >
Bulk material terminals experience heavy wear on loading hoppers and grabs. Additionally, dredging pipes are subject to continuous sand slurry erosion. Our clad liners and pipes offer protection against both environments.
See more products >
For applications where metallic weld overlay is limited by total system weight or chemical environments, we supply sintered high-purity alumina ceramic liners for wear protection.
See more products >
We provide rebuilding and hardfacing maintenance services for worn vertical mill rollers and table segments, restoring original profiles and reducing downtime.
See more products >
Our facility offers CNC cutting, forming, and rolling of composite wear plates. We deliver pre-drilled, ready-to-mount liners tailored to your equipment specifications.
See more products >Tracking Runxing's global footprint, technical collaborations, and academic partnerships in wear-resistant materials.
To improve service delivery, we have launched an online portal providing global procurement teams with direct access to technical data sheets, layout templates, and CCO performance calculators.
read more >
At the Johannesburg convention, Runxing presented its chromium carbide overlay plates and high-alloy hardfacing wires to international mining and power generation companies.
read more >
Dean Yuan Shaoqiang and Professor Yang Yuehui visited our plant to evaluate our metal material forming lines and coordinate academic research on wear characteristics.
read more >
Runxing has maintained a stable supply relationship and technical alignment with VAUTID, using premium German surfacing technologies for our high-end wear products.
read more >
Runxing participated in Latin America's largest mining exhibition, demonstrating bimetallic lining solutions for high-altitude copper ore processing facilities.
read more >









Sourcing heavy wear-resistant CCO plates from China involves navigating quality verification, trade compliance, and ocean logistics. Runxing Machinery works with Hebei Yuwan International Trade Co., Ltd. to address these compliance requirements. This partnership helps streamline customs clearances, payment processes, and shipping documentation for international buyers.
Our products undergo testing to ensure compliance with key industrial standards, including ASTM G65 (Standard Test Method for Measuring Abrasion Using the Dry Sand/Rubber Wheel Apparatus) and DIN 8555 (specifying the chemical composition of weld deposit cladding). By verifying chromium carbide content and surface hardness across batch lines, we ensure consistency from production to final delivery.
Our engineering support begins during the design phase. Runxing's technical department can work with clients' CAD layouts to plan the orientation of relief cracks and select weld patterns (such as linear, checkerboard, or herringbone) to match material flow characteristics.
For onsite maintenance and retrofitting, we supply custom wear liners pre-mounted on support brackets, complete with countersunk bolts or welded studs. This helps reduce installation time during plant shutdowns and ensures proper fitting into existing chutes, hoppers, or hopper systems.
Direct technical answers from Runxing's metallurgical engineering department to assist global procurement and operations managers.
The standard ratios are typically 1:1, 2:1, or 3:2. For example, a "6 on 6" configuration (6mm base steel + 6mm overlay) is commonly used for light-to-medium chutes. For high-impact structures like dump truck hoppers, an "8 on 10" or "10 on 10" configuration is preferred. The base plate must be thick enough to support the weld shrinkage stresses and provide structural rigidity, while the overlay layer is sized to meet the wear life requirements of the application.
Relief cracks are a normal characteristic of bimetallic CCO plates. They form during the cooling process to relieve residual thermal stresses within the high-hardness chromium carbide layer. These cracks terminate at the fusion boundary and do not propagate into the weldable carbon steel backing plate. Consequently, they do not compromise the structural integrity or load-bearing capacity of the overall wear liner.
Yes, CCO plates can be cold-formed or rolled. However, they must be rolled with the cladding layer facing inward to place the carbide overlay under compression, which helps prevent excessive crack opening. When rolling with the overlay facing outward, the relief cracks will open up, which is acceptable for some applications but may require weld touch-ups in environments handling fine abrasives.
The mild steel backing plate is welded to the support structure using standard low-hydrogen carbon steel electrodes (e.g., E7018) or gas metal arc welding wires (e.g., ER70S-6). If the overlay layer must span across a joint, it should be capped using a high-chromium hardfacing consumable to maintain wear continuity across the welded seam.
We use automated CNC welding heads that control voltage, current, travel speed, and wire feed rates. Additionally, we conduct batch testing using optical emission spectrometers (OES) to verify that the carbon and chromium content in the weld deposits meet our specified standards before shipment.
Standard CCO plates are suitable for temperatures up to 350°C. For applications operating at higher temperatures (up to 650°C), we produce custom alloy claddings containing Niobium, Boron, and Tungsten. These additional carbide formers maintain their microhardness at elevated temperatures, helping to prevent softening and premature wear.
Lead times depend on the complexity of the fabrication (such as countersunk holes, custom cuts, or rolling requirements) and order volume. Standard plates are typically ready for shipment within 10 to 15 days of order confirmation. Custom assemblies generally require 20 to 30 days. Export logistics are managed through Hebei Yuwan Trade to minimize processing delays.
We evaluate wear performance using the ASTM G65 dry sand rubber wheel abrasion test. Under high-stress sliding abrasion, CCO plates typically show significantly lower volume loss than standard quench-and-tempered AR500 steel plates, often leading to a longer service life in abrasive environments.
Compare configurations of our CCO wear plates and flux-cored hardfacing wires. Contact our engineering team for custom drawings.
Formulated for repair work. Delivers stable deposition efficiency and wear protection in outdoor or remote field operations.
Analyze Product Details
Industrial-grade cladding wires. Provides wear resistance under combined sliding abrasion and impact conditions.
Analyze Product Details
Designed for high-stress applications, featuring a flat profile and a clean interface zone to simplify structural welding.
Analyze Product Details
Specifically developed for high-wear areas in cement chutes and hopper liners handling abrasive materials.
Analyze Product Details
High-chromium overlay plates designed to extend structural wear life. Built to withstand continuous material friction.
Analyze Product Details
DIN 8555 compliant bimetallic plate designed for high wear resistance. Backed by weldable steel for easy structural mounting.
Analyze Product Details
Alloyed wire designed for sliding abrasion protection without the need for external shielding gases during application.
Analyze Product Details
Four-gun automated welding system with CNC controls, optimized for high-volume wear plate fabrication and repair.
Analyze Product Details